Die Wissensdatenbank mit Begriffen rund um's Thema Kunststoff
In diesem kostenfreien Onlinenachschlagewerk finden Sie zahlreiche Begriffserklärungen zum Werkstoff Kunststoff. Diese sind gerade auch für Quereinsteiger eine kleine Starthilfe in die umfangreiche Welt der Kunststoffverarbeitung.
Schwindung
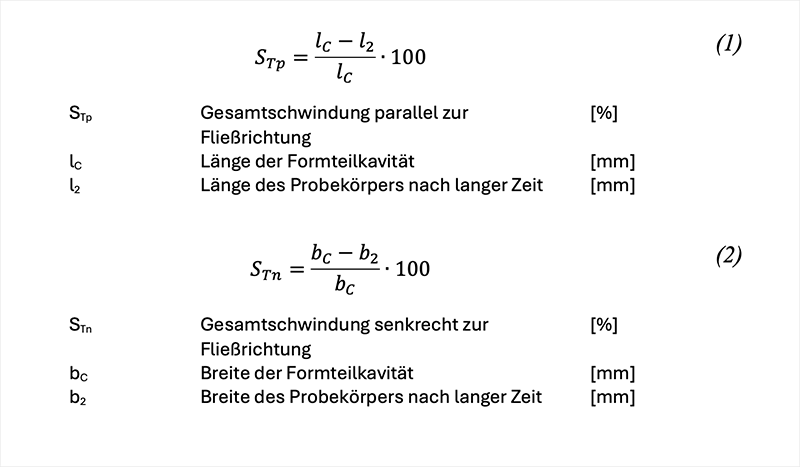
Die Schwindung oder auch Gesamtschwindung beschreibt die Änderung der Maße von Kunststoffformteilen während der Zeit. Die Schwindung stellt dabei den Vergleich eines Maßes am Kunststoffformteil mit dem entsprechenden Maß in der Werkzeugkavität dar. Sie wird bei Raumtemperatur (23 °C) gemessen. Um richtungsabhängige Unterschiede in der Schwindung ermitteln zu können, wird die Schwindung nach (1) in Fließrichtung und nach (2) quer zur Fließrichtung ermittelt. Sie stellt eine axiale Schwindung dar und beschreibt den Schwindungswert, der in Datenblättern angegeben ist. [ISO19].
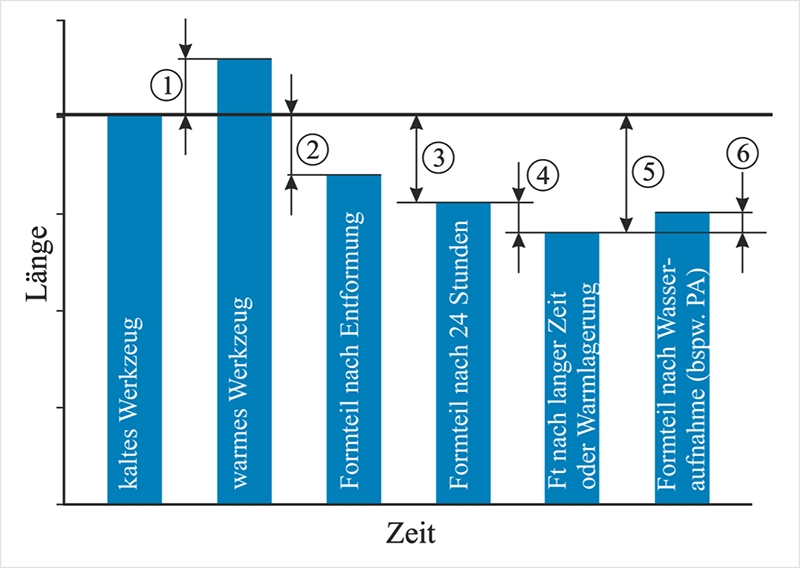
Die folgende Abbildung fasst die praktischen Auswirkungen auf die Maßhaltigkeit der Schwindung von Kunststoffformteilen zusammen. Zu Beginn wird das Spritzgießwerkzeug gefertigt und bei Raumtemperatur vermessen, evaluiert und validiert. Das entsprechende Maß im Spritzgießwerkzeug stellt die Grundgröße dar, mit der das spätere Formteilmaß gefertigt werden kann. In der Regel erfolgt die eigentliche Fertigung der Kunststoffformteile bei deutlich erhöhten Werkzeugwandtemperaturen, sodass das Spritzgießwerkzeug vor der Fertigung aufgeheizt werden muss. Entsprechend des Wärmeausdehnungskoeffizienten des verwendeten Werkzeugwerkstoffes vergrößert sich die Bauteilkavität (1). In diese wird die Kunststoffschmelze eingespritzt. Nachdruck und Restkühlzeit schließen sich an. Nach der Entformung hat das Formteil bereits einen Teil der Verarbeitungsschwindung übernommen (2). Die Verarbeitungsschwindung wird entsprechend DIN ISO 20457 nach 16 Stunden bis 24 Stunden gemessen (3). Die Nachschwindung schließt sich an, sodass das Formteil weiter schwindet (4 und 5). Parallel kann die Schwindung durch eine Quellung, bspw. durch Wasseraufnahme (6), teilweise ausgeglichen werden.
Als prinzipielle Orientierungswerte für die Schwindung kann eine axiale Schwindung unter 1 % für unverstärkte amorphe Thermoplaste gesehen werden. Bei axialen Schwindungswerten über 1 % liegt in der Regel ein unverstärkter teilkristalliner Thermoplast vor. Die höhere Schwindung liegt dabei in der höheren Packungsdichte der Polymerketten in den kristallinen Strukturen begründet.
Solange die Schwindung gleichmäßig erfolgt, kann sie durch entsprechende Aufmaße im Spritzgießwerkzeug berücksichtigt werden. Wenn die Schwindung, beispielsweise durch den Einsatz von Fasern oder unterschiedlicher Wanddicken, ungleichmäßig wird, führt sie zu einem Verzug des Formteils.
Merkmale
1) Warmdehnung des Werkzeuges
2) Entformungsschwindung
3) Verarbeitungsschwindung
4) Nachschwindung
5) Gesamtschwindung
6) evtl. Quellung (bspw. durch Feuchtigkeit)
Abbildung: Veränderung von Längenmaßen zu verschiedenen Zeitpunkten aufgrund der Schwindung
(Bild: SKZ)