Projekte anzeigen

Entwicklung maßgeschneiderter Compounds
Neben klassischen Thermoplasten wie Polyolefinen, Polyvinylchlorid, Polyestern, Polyamiden, Polycarbonaten oder Styrolcopolymeren sowie deren Blends forschen wir an der Entwicklung von Biopolymeren, Wood Polymer Composites (WPC), Hochleistungskunststoffen, Nanocomposites und thermoplastischen Elastomeren (TPE).

Verarbeitung und Weiterbearbeitung von Kunststoffprodukten
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
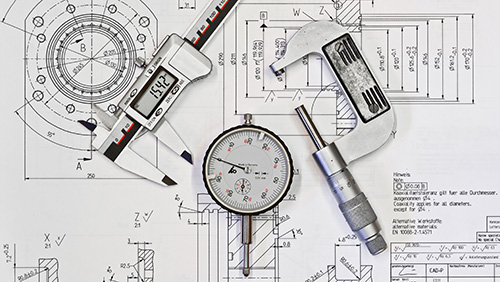
Fehler entdecken und Gefahren minimieren
In der Kunststoffindustrie werden unterschiedliche Prüfmethoden zur Prozessüberwachung und Bauteilprüfung eingesetzt. Sie helfen bei der Schadensanalyse, Qualitätskontrolle und Produktüberwachung.

Auch im Abfall stecken wertvolle Rohstoffe
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
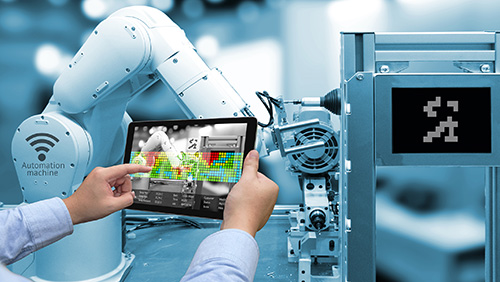
Analog war gestern – Industrie 4.0 ist die Zukunft
Die Digitalisierung ist ein Eckpfeiler der modernen Industrie. Sie birgt ein enormes Potenzial, um die Leistungen in der Produktion deutlich zu steigern und damit die Wettbewerbsfähigkeit in Deutschland zu stärken.
Projekte anzeigen
HS-GfK
Einsatzpotenziale und Qualitätssicherung von Heizelement-Stumpfschweißungen an glasfaserverstärkten Kunststoffrohren
Projektdauer
Von: 01.10.2022 Bis: 31.03.2025Beschreibung
Im Rahmen des vorliegenden Forschungsvorhabens (HS-GfK) konnte gezeigt werden, dass das Heizelement-Stumpfschweißen grundsätzlich als Fügeverfahren für die hier verwendeten glasfaserverstärkten Mehrschichtrohre geeignet ist. Die umfassende Analyse der Prozessparameter, der Faserverteilung sowie der mechanischen Eigenschaften hat ein differenziertes Bild über die Herausforderungen und Potenziale dieses Verfahrens geliefert. Ein zentrales Ergebnis war, dass die Schweißnahtqualität bei GFK-Rohren von der Faserorientierung im Nahtbereich abhängt. Die Umorientierung der Fasern während des Schweißprozesses und demzufolge die Qualität der Fügeverbindung konnte dabei durch die Wahl geeigneter Schweißparameter beeinflusst werden. Es konnten durch gezielte Anpassung der Prozessparameter – insbesondere der Heizelementtemperatur, der Anwärmzeit und der Fügekraft – Schweißfaktoren bis zu 0,82 erreicht werden. Auch wenn dieser Wert unter dem Richtwert für unverstärktes PP lag (≥ 0,9), stellte er für faserverstärkte Materialien ein gutes Ergebnis dar. Die Innendruckprüfungen, also die Berstdruck- und Zeitstandinnendruckversuche, zeigten, dass die Schweißnähte nicht den limitierenden Faktor für die Belastbarkeit der Rohrsysteme gegenüber Innendruck darstellten. In allen Fällen erfolgte das Versagen im Grundmaterial, nicht in der Schweißnaht. Dies unterstreichte die prinzipielle Eignung des HS-Verfahrens für sicherheitsrelevante Anwendungen, auch bei erhöhten Temperaturen und Druckbelastungen.

