Projekte anzeigen

Entwicklung maßgeschneiderter Compounds
Neben klassischen Thermoplasten wie Polyolefinen, Polyvinylchlorid, Polyestern, Polyamiden, Polycarbonaten oder Styrolcopolymeren sowie deren Blends forschen wir an der Entwicklung von Biopolymeren, Wood Polymer Composites (WPC), Hochleistungskunststoffen, Nanocomposites und thermoplastischen Elastomeren (TPE).

Verarbeitung und Weiterbearbeitung von Kunststoffprodukten
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
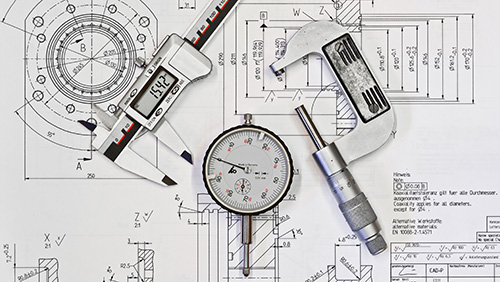
Fehler entdecken und Gefahren minimieren
In der Kunststoffindustrie werden unterschiedliche Prüfmethoden zur Prozessüberwachung und Bauteilprüfung eingesetzt. Sie helfen bei der Schadensanalyse, Qualitätskontrolle und Produktüberwachung.

Auch im Abfall stecken wertvolle Rohstoffe
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
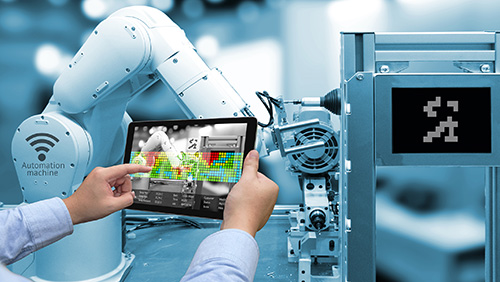
Analog war gestern – Industrie 4.0 ist die Zukunft
Die Digitalisierung ist ein Eckpfeiler der modernen Industrie. Sie birgt ein enormes Potenzial, um die Leistungen in der Produktion deutlich zu steigern und damit die Wettbewerbsfähigkeit in Deutschland zu stärken.
Projekte anzeigen
Welche Emissionen treten bei der Laserbearbeitung von Kunststoffen auf?
Dieser Frage gehen zurzeit das Laser Zentrum Hannover e.V. (LZH) und das Kunststoff-Zentrum SKZ in einem gemeinsamen Forschungsprojekt nach. Die beiden Institute untersuchen die Emissionen, die beim Schneiden, beim Oberflächenabtrag sowie beim Schweißen ausgewählter Kunststoffe auftreten. Ziel dieser Untersuchungen ist einerseits die Bewertung des Zusammenhangs zwischen den gewählten Laser-Prozessbedingungen und den entstehenden Emissionen. Andererseits soll eine Präventionsmatrix erstellt werden, die einen schnellen Überblick über die zu erwartenden Emissionen und das daraus resultierende Gefährdungspotenzial geben soll.

Zwischenergebnisse: Screening der Hauptemissionskomponenten im Abluftstrom bei der Lasermaterialbearbeitung von ausgewählten Kunststoffen bei industriell angewandten Bearbeitungsparametern.
Untersuchung der Emmissionen
Zunächst wurde ein Emissionsscreening durchgeführt, bei dem in enger Zusammenarbeit mit Industrievertretern von Material- und Maschinenherstellern sowie Anwendern bedeutsame Kunststoffe (PE, PP, PP GF 30, PA 6, PC/ABS sowie GFK bzw. CFK mit duroplastischer Matrix) ausgewählt und mit geeigneten Laserbearbeitungsparametern geschnitten bzw. Oberflächen abgetragen (z.B. beschriftet) wurden. Mit Hilfe einer speziell vom LZH angefertigten Messstrecke wurden bei Kunststoffverarbeitern die im Abluftstrom der Laserbearbeitungsanlage erfassten Emissionen analysiert. Exemplarisch erfolgten zudem Messungen der Arbeitsplatzbelastung. Dabei wurden sowohl die Staubbelastung quantitativ als auch gasförmige Emissionen, die an Aktivkohle und Silicagel adsorbiert wurden, qualitativ untersucht. Die Zwischenergebnisse sind in Abb. 1 in Form der ermittelten Quellstärken (Emissionsrate [mg/s]) zusammengefasst. Das Screening für das Lasertransmissionsschweißverfahren stand zum Redaktionsschluss noch aus.
In der Abbildung resultiert die höchste Emissionsrate bei der trennenden Lasermaterialbearbeitung aus PP für das Gesamtaerosol und aus PP GF 30 für die VOC (als Kohlenwasserstoffkonzentration). Kohlenmonoxid ist als Nebenkomponente ohne Relevanz. Beim Laserabtragen wurde eine generell signifikant geringere Gefahrstoff-Emissionsrate und Konzentration als beim Laserschneiden beobachtet. Das größte Gefährdungspotenzial bei der abtragenden Lasermaterialbearbeitung weist PE (rußgefüllt) für das Gesamtaerosol und die VOC (als Kohlenwasserstoffkonzentration) auf. Kohlenmonoxid wurde hier nur bei der Bearbeitung von CFK nachgewiesen und bleibt als Nebenkomponente ohne Relevanz.
Die auftretenden Emissionsraten beim Schneiden der Kunststoffe überschreiten im Rohgas (vor dem Filtersystem) oft die Grenzmassenströme gemäß TA-Luft. Beim Abtragen hingegen sind die Quellstärken häufig bereits im Rohgas Bagatellmassenströme. Allerdings kann eine Geruchsminderung notwendig sein. Die zur Einhaltung der Grenzwerte erforderlichen Ablufterfassungs- und Reinigungssysteme sind in den Firmen meist vorhanden oder am Markt verfügbar. Ein direkter Rückschluss auf die Situation am Arbeitsplatz ist mittels der in der Prozessabluft bestimmten Emissionsraten nicht möglich. Das „Ermitteln und Beurteilen der Gefährdungen bei Tätigkeiten mit Gefahrstoffen: Inhalative Exposition“ (TRGS 402) sind für einen späteren Zeitpunkt im laufenden Projekt nach Auswahl der detailliert zu untersuchenden Prozesse geplant. Stichproben in der Luft am Arbeitsplatz haben aber ergeben, dass die Maßnahmen (zum Schutz der Mitarbeiter) bei den untersuchten Prozessen ausreichend waren.
Aufbauend auf den aus dem Screening gewonnenen Erkenntnissen werden zusammen mit Industrievertretern die Kunststoffe und Laserbearbeitungsverfahren ausgewählt, die einer detaillierteren Untersuchung der Abhängigkeit der entstehenden Emissionen von den gewählten Prozessbedingungen unterzogen werden. Zur Untersuchung der Parameterabhängigkeit werden zusätzlich Arbeitsplatzmessungen durchgeführt, um auf Basis der gefundenen Emissionen Gefährdungsbeurteilungen durchführen zu können, die schließlich in die Erweiterung einer bestehenden Präventionsmatrix des LZH münden. Darüber hinaus wird die Übertragbarkeit der gefundenen Parameterabhängigkeiten auf weitere Kunststoffe bzw. weitere Laserbearbeitungsverfahren evaluiert.
Das IGF-Vorhaben 433 ZN der Forschungsvereinigung Deutscher Verband für Schweißen und verwandte Verfahren e.V. – DVS (DVS-Nr. Q6.014) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
