Projekte anzeigen

Entwicklung maßgeschneiderter Compounds
Neben klassischen Thermoplasten wie Polyolefinen, Polyvinylchlorid, Polyestern, Polyamiden, Polycarbonaten oder Styrolcopolymeren sowie deren Blends forschen wir an der Entwicklung von Biopolymeren, Wood Polymer Composites (WPC), Hochleistungskunststoffen, Nanocomposites und thermoplastischen Elastomeren (TPE).

Verarbeitung und Weiterbearbeitung von Kunststoffprodukten
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
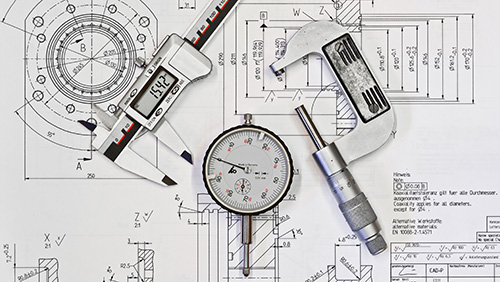
Fehler entdecken und Gefahren minimieren
In der Kunststoffindustrie werden unterschiedliche Prüfmethoden zur Prozessüberwachung und Bauteilprüfung eingesetzt. Sie helfen bei der Schadensanalyse, Qualitätskontrolle und Produktüberwachung.

Auch im Abfall stecken wertvolle Rohstoffe
Wir arbeiten an Themen mit starkem Bezug zur industriellen Umsetzung. Dabei können wir auf ein großes Netzwerk vertrauen, das unsere Kompetenzen ergänzt. So gelingt es uns, innovative Lösungen für Ihre Fragestellungen zu entwickeln.
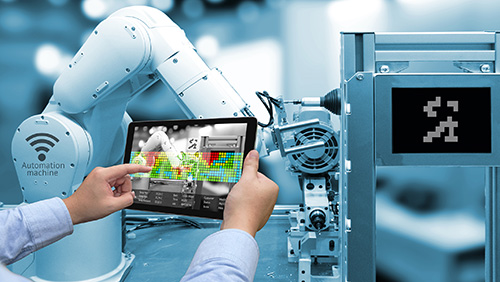
Analog war gestern – Industrie 4.0 ist die Zukunft
Die Digitalisierung ist ein Eckpfeiler der modernen Industrie. Sie birgt ein enormes Potenzial, um die Leistungen in der Produktion deutlich zu steigern und damit die Wettbewerbsfähigkeit in Deutschland zu stärken.
Projekte anzeigen
Energieeintrag in Doppelschneckenextrudern
Verbesserte Betriebspunktauslegung durch Simulation des axial-ortsaufgelösten Energieeintrags bei der Verarbeitung von Kunststoffen auf gleichläufigen Doppelschneckenmaschinen
Projektdauer
Von: 01.08.2020 Bis: 31.01.2023Beschreibung
Die komplexen Zusammenhänge von Prozessparametern und Materialeigenschaften stellen die Maschinenhersteller und Compoundeure, bei steigender Rezepturvielfalt vor immer neue Herausforderungen. Um hier die zeit- und kostenintensive Trial-and-Error-Versuche zu reduzieren, haben sich zunehmend computerunterstütze Simulationsverfahren etabliert. Der mechanische Energieeintrag, bzw. die Drehmomentbelastung der Extruderschnecken im gleichläufigen DSE wurde dabei aufgrund von bisher nur aufwendigen Validierungsmöglichkeiten kaum betrachtet. Dies betrifft insbesondere die Möglichkeit das Drehmoment nur als integralen Wert über die komplette Extruderschnecke zu bestimmen. Die zahlreichen Variationsmöglichkeiten von Zylinder und modularem Schneckenaufbau bieten dem Compoundeur viele Vorteile, um sein Verfahren zu verbessern, erschweren jedoch das Prozessverständnis und die Vorhersage des Energieeintrags. Ziel des Forschungsprojekts war es, die Simulationsbetrachtungen hinsichtlich dem Energieeintrag über die verschiedenen Zonenbereich der Schnecke voranzubringen. Hierfür sollte zusätzlich ein Messansatz entwickelt und validiert werden, der axial-ortausgelöst das angreifende Drehmoment online ermittelt und somit zur Simulationsvalidierung genutzt werden kann.
Der Messansatz beruht auf der Nutzung von Sensoren, die direkt über den Extruderschnecken platziert wurden und somit die Schneckenumfangskontur (Schneckensteg und -tal) abbilden konnten. Hier erwiesen sich, aufgrund des sehr scharfkantigen Signalverlaufs, die kapazitiven Sensoren als vielversprechend, welche jedoch wegen des sehr kleinen Messbereichs (< 0,5 mm) keine Praxistauglichkeit aufwiesen. Die auftretende Drehmomentbelastung zwischen zwei Sensoren, sollte aufgrund der damit einhergehenden Verdrehung (Torsion) der Welle eine Phasendifferenz zwischen den beiden Sensorsignalverläufen erzeugen. Da sich der Verdrehwinkel infolge der Drehmomentbelastung nicht nur zwischen den beiden Sensorpositionen, sondern von der Einspannung der Schnecke bis zum Angriffspunkt aufbaut sowie die unterschiedlichen Drehmomentbelastungen sich entlang der Schnecke überlagern (Superpositionsprinzip), zeigte sich in den experimentellen Untersuchungen, dass eine eindeutige örtliche Bestimmung des Drehmoments nicht möglich war. Ein weiterer Auswertungsansatz auf Basis der relativen zeitlichen Verschiebung des Signalverlaufs eines einzelnen Sensors gegenüber einem simulierten Signalverlauf, zeigt aufgrund der Schneckendrehzahlschwankungen ebenfalls keine ausreichende Messgenauigkeit auf. Somit musste im Zuge des Projekts auf alternative Validierungsmöglichkeiten zurückgegriffen werden. Hierzu wurden die Schneckenzone abschnittsweise aufgebaut und das Gesamtdrehmoment als Referenz genutzt.
Im Bereich der experimentellen Untersuchungen war es somit möglich, die einzelnen Zonen des gleichläufigen DSE offline einzeln zu betrachten und hinsichtlich der Einflüsse von Schneckendrehzahl, Materialdurchsatz, Gehäusetemperatur sowie Schneckenkonfiguration auf den Energieeintrag der beiden Schneckenwellen zu untersuchen. Hierbei konnten für jede Zone die Empfindlichkeit der Einflüsse einzeln dargestellt werden. Es war möglich mit dem Vorgehen die Feststoffförderung einzeln zu betrachten und zu beweisen, dass ein Energieeintrag hier zwar messbar und vorhanden ist, jedoch im Vergleich zu den weiteren Zonen vernachlässigbar gering ausfällt. Zudem konnten durch die zahlreichen experimentellen Untersuchungen viele Erkenntnisse über die asymmetrische Lastverteilung der Extruderschnecken gewonnen werden, auf denen nachfolgende Forschungsprojekte eine Vorhersage aufbauen können.
Für die Schmelzeförderung konnte ein Modell entwickelt werden, welches auf Grundlage der Schergeschwindigkeit und Viskosität im Kanal eine Schubkraft an der Elementoberfläche berechnet. Mit Hilfe eines durch geometrische Daten und Füllgradberechnung ermittelten Hebelarms kann diese Kraft zum Drehmoment und unter Zuhilfenahme von Drehzahl und Durchsatz zum spezifischen Energieeintrag weiterberechnet werden. Somit ist es fortan möglich im schmelzeflüssigen Bereich des Doppelschneckenextruders den Energieeintrag axial-ortsaufgelöst zu berechnen. Mit Hilfe der experimentell ermittelten Daten konnte die Richtigkeit der Simulationsergebnisse nachgewiesen werden. Ein entwickeltes Excel-Tool kann kmUs als Hilfestellung dienen, um ihre Prozesse künftig materialschonender auszulegen und Drehmomentspitzen entlang der Schnecken zu identifizieren und zu vermeiden.

