


Additive manufacturing
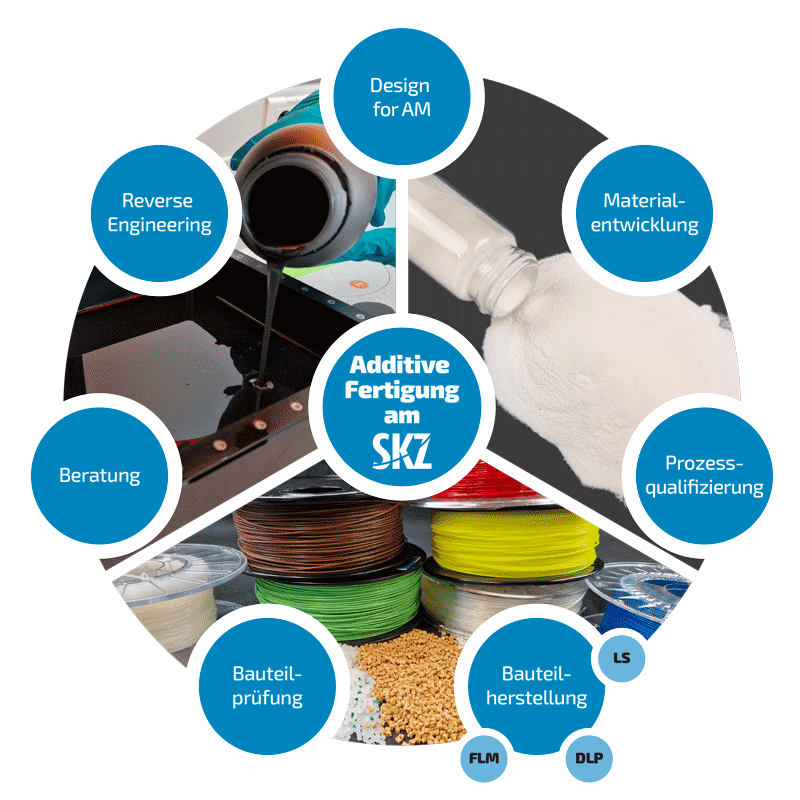
Additive manufacturing (AM) has developed significantly in recent years and is establishing itself as another manufacturing process in the industrial environment. The developments show that additive manufacturing/3D printing continues to be an up-and-coming and rapidly evolving field that is used in almost all industries and offers a wide range of applications. The SKZ is helping to shape this development and is constantly expanding its offerings in the areas of services, research and training within a competence center for additive manufacturing, the Center for Additive Production (CAP) in Würzburg.
At the same time, the transfer of know-how to companies must keep pace with the rapid technical development. To this end, the range of services has been expanded and new training courses have been designed. This provides companies with a central, competent and independent point of contact. New materials, processes and applications are constantly entering the market. From consulting services, design for additive manufacturing, component production and testing to training courses and workshops, we support you in understanding and utilizing the complex aspects of additive manufacturing. The race for the profitable use of additive manufacturing technologies for series products is globally recognizable and Europe can and must fight vigorously and sustainably for a pioneering role.


Our services
How can we assist you?


We would be delighted to lead your project to success!
We look forward to working with you to achieve your manufacturing goals and bring your project ideas to life.
Our services at a glance

I have read the privacy policy.
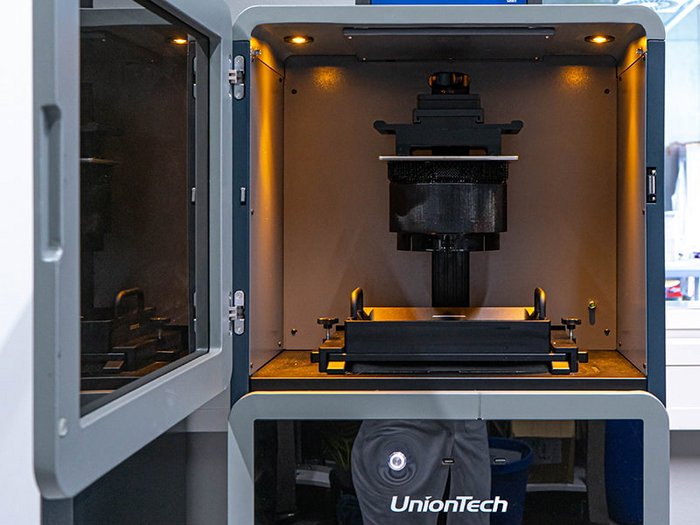
State-of-the-art equipment for best results and products
A look inside our technical center. On more than 1,000 square meters, we offer you service at the highest level. Challenge us. Together we will find a solution for your problem.












Training in additive manufacturing & 3D printing
Practical courses for your future
Additive manufacturing and 3D printing are among the key technologies of modern production. Processes such as stereolithography (SLA), fused deposition modeling (FDM), and selective laser sintering (SLS) demonstrate the full range of these innovative technologies. The industry is developing rapidly—those who want to be successful in this field need up-to-date knowledge and practical training.
Our courses in 3D printing and additive manufacturing provide you with the necessary technical knowledge and practical skills to implement your own product ideas and take the next step in your career. Whether you are a technician, engineer, or career changer, our modular training concepts offer you exactly the additional qualifications that are currently in demand in additive manufacturing. We place particular emphasis on practical content that can be immediately applied in everyday working life. Whether you are a specialist looking to deepen your knowledge, a career changer wanting to learn the basics, or someone looking to advance your career by specializing in 3D printing, our training programs are flexible and tailored to your individual goals.
Your advantages:
- Practical courses in additive manufacturing and 3D printing
- Tailor-made training for specialists and career changers
- Up-to-date expertise on the latest developments
- Modular learning concepts for maximum flexibility
Shape your future with our practical trainings in 3D printing!
Get started now – expand your expertise, secure new career prospects, and become part of the future of production.
To our training program

What our customers say
"The R&D expertise in additive manufacturing at SKZ is extremely valuable to us. In our joint cooperation projects, we have repeatedly seen how well our expertise complements each other and has led to successful results. The open and trusting cooperation with the SKZ team has enabled us to identify synergies and drive forward innovative approaches. Their in-depth knowledge and proactive approach have not only led to efficient solutions, but also opened up new perspectives. We are grateful for the inspiring collaboration and look forward to tackling further groundbreaking projects together and further deepening our partnership."
Martin Efinger
CEO
Efinger Orthopädietechnik GmbH
![]()
"Our experience with SKZ in a joint research project was very positive. Communication with the staff was easy and quick. We were able to complete our project through excellent, solution-oriented teamwork—not least thanks to efficient project management. We also benefited from the expertise of SKZ's experts in the field of additive manufacturing. We would like to thank SKZ for the good and fruitful cooperation and can imagine further joint projects at any time."
Andre Neutzler
CEO
Ebalta Kunststoff GmbH
![]()
“Working with SKZ was an outstanding experience for us. The mutual commitment, expertise, and ability to creatively overcome challenges contributed to a successful project. The smooth communication and constant striving for excellence left a lasting impression. SKZ is undoubtedly a reliable partner whose professionalism and team spirit we value and recommend at all times.”
Thomas Teufel
Managing Partner
TEUFEL Prototypen GmbH
![]()
“Within the professional network, we work together to deliver innovative courses and training programs. I see the responsible teaching role at SKZ as a meaningful task with real value. Together, we are nurturing the skilled workers of tomorrow. Modern working methods and open communication between all participants support the success of the training.”
Alexander Käfer
"Working with SKZ has been extremely rewarding. Their knowledge and expertise in the field of additive manufacturing has helped us to advance our projects. From consulting to final production, they have always provided us with professional and reliable support. Thanks to their support, we were not only able to optimize our production processes, but also to implement innovative solutions. We were impressed by their dedicated and customer-oriented approach, and we look forward to continuing our successful collaboration in the future."
Dr. Raino Petričević
CTO and CEO
iNDTact GmbH
![]()