


MESOS-DOE –
The software for process optimization
Trial instead of error: 30 years of experimental methodology
Most plastics processors - and not only them - know the problem: Despite countless trials and variations of many setting parameters, the quality of the manufactured products or components is still poor or fluctuates strongly. The reject rate constantly requires operator intervention.
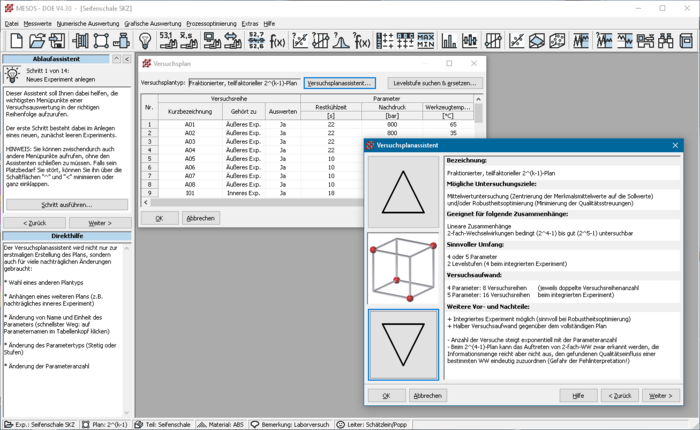
Despite the apparent oversupply of comparable software, there is still a gap between simple spreadsheets in a spreadsheet and the large general statistics programs. The former quickly reach statistical limits and do not take full advantage of the information content of the experiments run. The latter require extensive prior knowledge and do not speak the language of the injection molder. MESOS, on the other hand, deliberately focuses on the field of plastics processing and here in particular - but not exclusively - on injection molding. With the help of simple wizards, it guides the user both through the selection process of a suitable test plan and through the subsequent steps of measured value acquisition, modeling and process optimization.
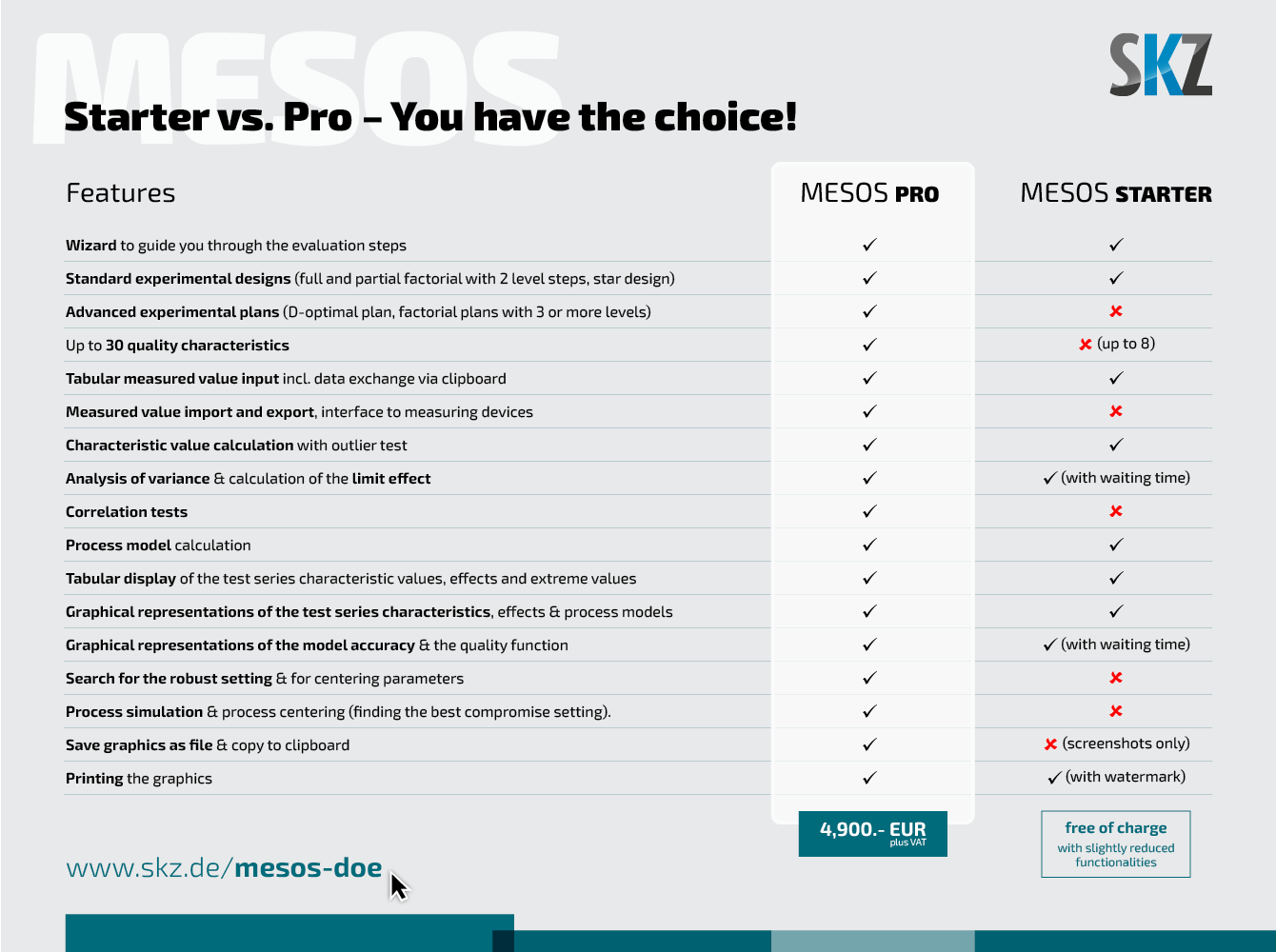
New: free starter version!
Just in time for Netzwerktag 2023, SKZ is launching a slightly feature-reduced starter version for beginners and occasional users. This is free of charge and can easily be requested by sending an informal mail to the address: mesos@skz.de The license will then be issued to your mail address, which will serve as the password for accessing the program in the future.

Downloads
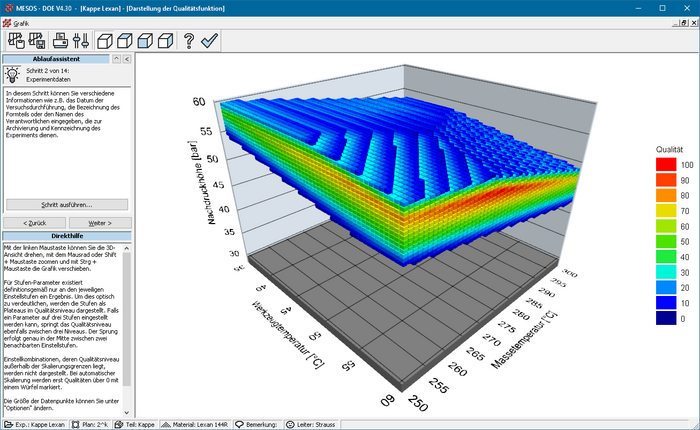
Sample results
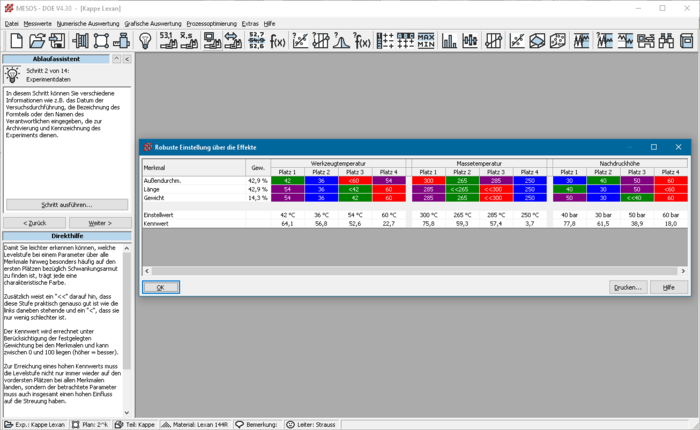
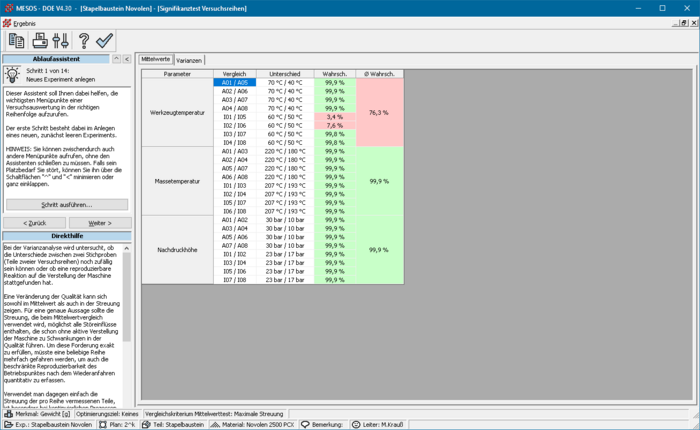
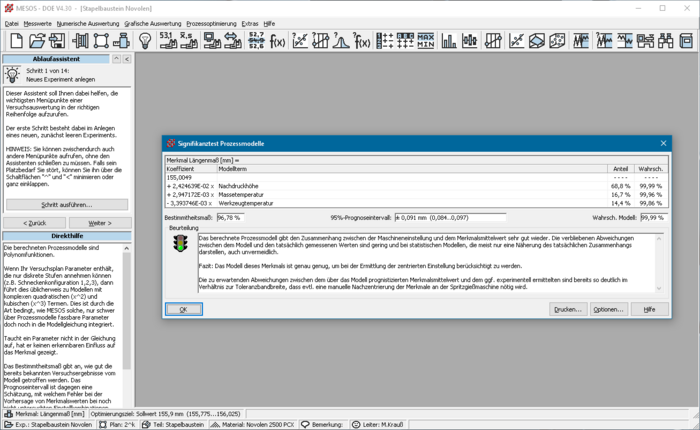
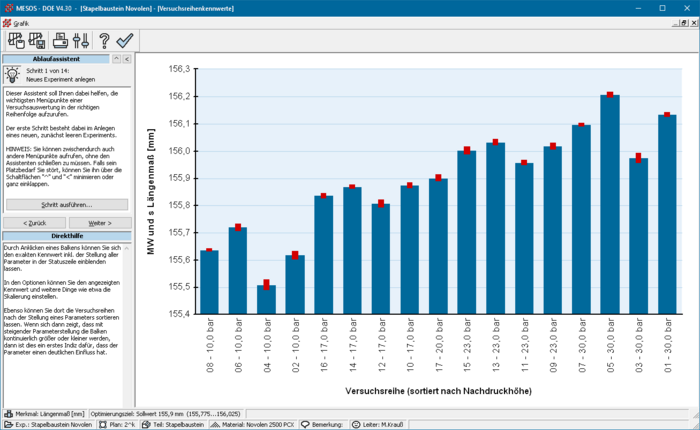
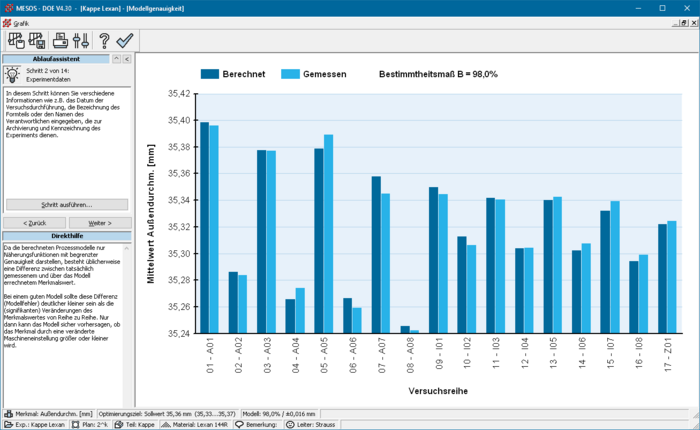
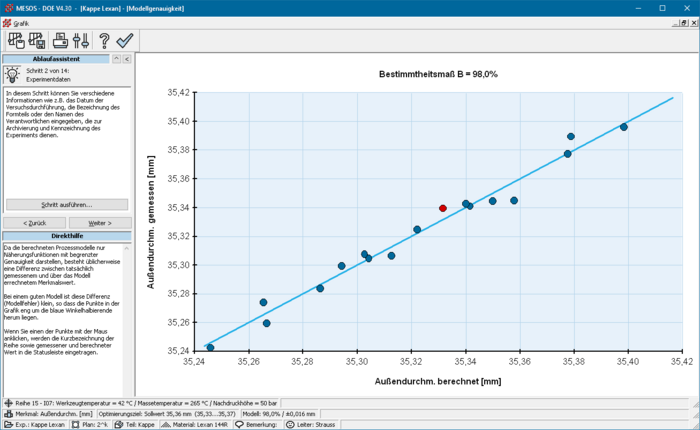
With the aid of various evaluation steps and graphics, it is possible to see how machine setting and molded part quality are related. This finally results in the best setting taking into account the optimization targets.
How it works?
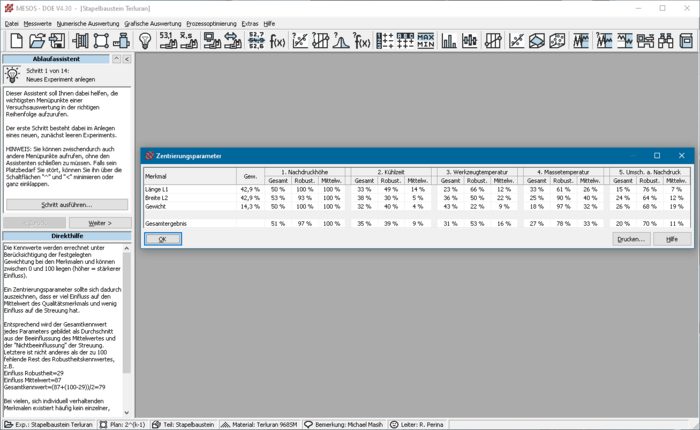
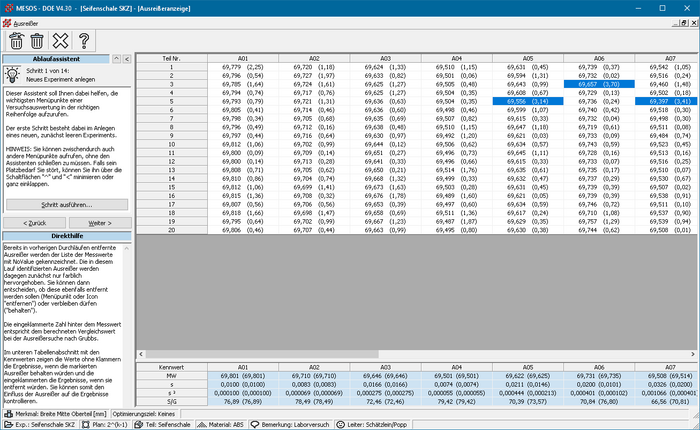
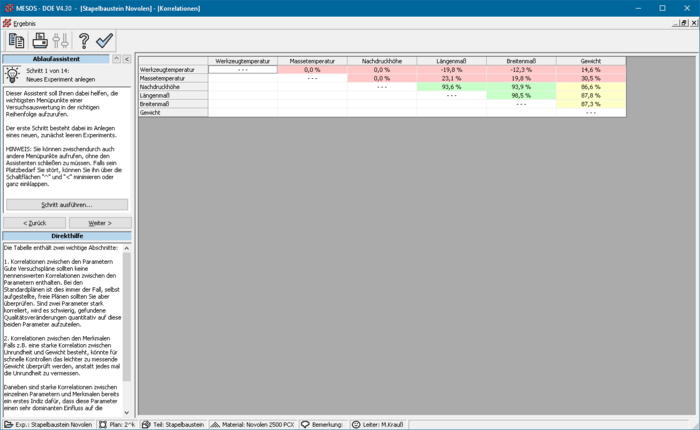
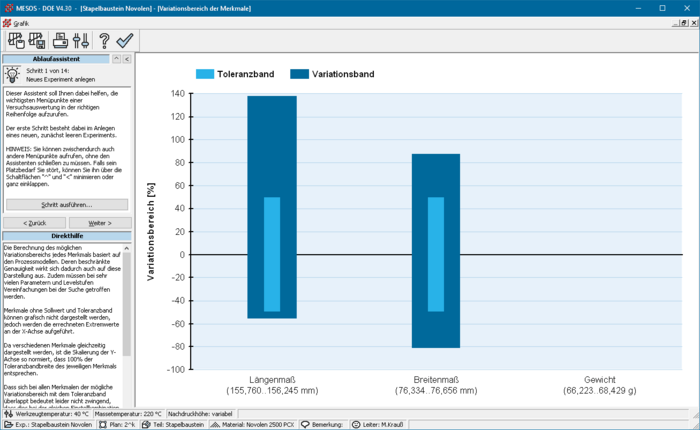
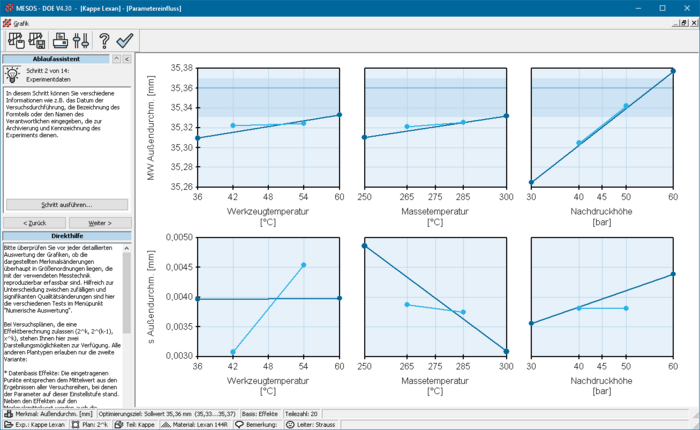
With the help of the software, both robustness optimizations aimed at reducing quality fluctuations and conventional optimizations of the quality characteristics to a target value are possible. The recorded measured values of the manufactured parts are processed into characteristic values and displayed as two- and three-dimensional graphics. From these, it can be seen at a glance how the quality characteristics on the manufactured part react to changes in the machine settings. A major challenge here is that the optimum setting must ultimately combine a large number of molded part characteristics, some of which react in opposite directions, to form an overall compromise. The graphical representations, which make an immensely important contribution to the qualitative understanding of the process, make it very difficult to determine this compromise quantitatively.
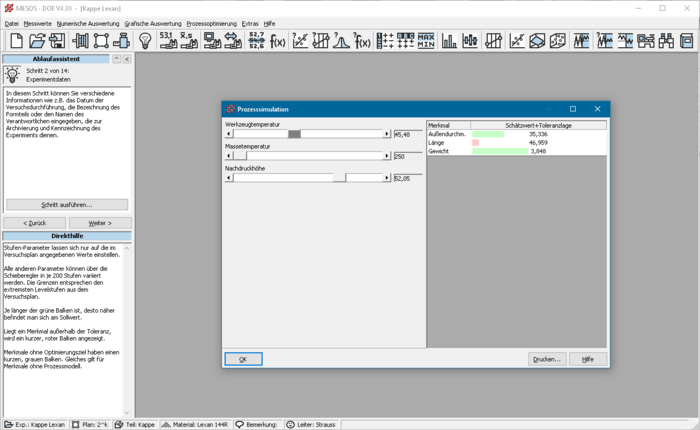
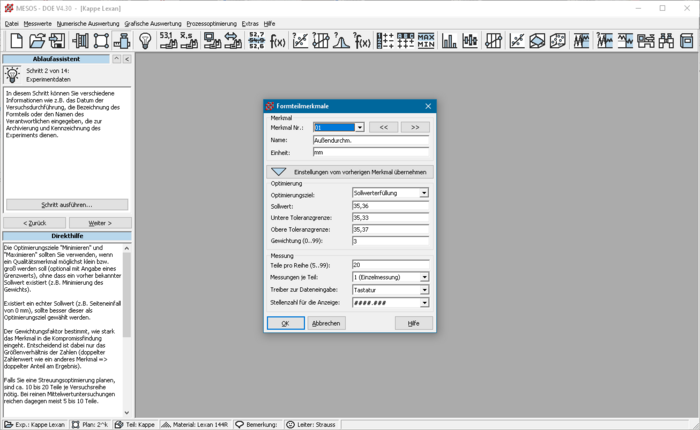
All (manual) interpretation steps on the way to the optimum setting can therefore also be automated by MESOS if desired. For this purpose, quality functions with selectable weightings of the molded part characteristics and desired functions for the machine setting (e.g. the lowest possible mold temperature) are derived from the process models and many thousands of setting combinations are tried out "virtually" to find the best compromise. These diverse program functions are supplemented and supported by a total of more than 200 pages of documentation, which include a theory manual and context-related help texts with interpretation examples at all relevant points.
The history of DOE (Design of Experiments)
Japan also faced the problem of fluctuating component quality after the end of the Second World War. As a loser cut off from access to modern manufacturing facilities and raw materials, it was nevertheless necessary to create competitive products that would find buyers on the world market and boost the economy. The available resources therefore had to be used in the best possible way to achieve this goal. Quality optimization methods were developed, including those based on statistical Design Of Experiments (DOE). In the 1980s, these strategies were first noticed in the USA and then also in Europe, and were disseminated in professional journals. One of the most famous methods goes back to the researches of Genichi Taguchi. Its peculiarity lies in Taguchi's assertion and proof that not only the level of quality characteristics can be influenced by machine settings, but also the supposedly "random" variations from cycle to cycle.
In 1989, the SKZ Plastics Center took up the method for a research project. The aim was to find answers to the questions of whether quality fluctuations can also be specifically minimized in injection molding and what procedures (type of test plans, evaluation steps, etc.) are necessary for this. One dissertation, three research projects and countless diploma theses later, a complete package was ready, which also included the corresponding software. Developed in 1990, it was initially intended for internal use only. However, the positive response led to a commercialized version in 1992, which was immediately distributed by SKZ. Following the rapid developments in computer technology, the program called MESOS (Method for the Empirical Statistical Offline System Analysis) was converted from MS-DOS to MS Windows in 1998 and finally extensively revised again in 2005 and 2018.
MESOS in practice
SKZ has been offering regular software training courses on MESOS since the program was introduced in the 1990s. Especially in-house trainings are gladly used by the companies, because here current problems can be dealt with and the production process can be analyzed and discussed directly on site. In the courses for tool sampling at SKZ, the program is also shown and recommended in detail. In this way, MESOS has been able to make a name for itself over the years, especially among injection molding companies. Numerous companies use the program successfully and thus optimize their component design.
One of these companies is PVS-Kunststofftechnik GmbH & Co.KG in Niedernhall. Ulrich Bolay, head of application technology, trusts in the software: "With MESOS, you get to your goal faster, to an optimal setting. You can very quickly see the correlations and effects of the parameters on the quality characteristics, especially the component dimensions. We also use MESOS in meetings with customers when it comes to quality or corrections to the mold." The software was recently used to optimize the production process of a fan wheel. Here, on the one hand, the required tolerances of the wheel had to be maintained and, on the other hand, the cycle time had to be shortened as much as possible. A classic case, because a short cycle time and thus a high number of pieces and efficiency is the wish of every injection molder. A polypropylene with 40% glass fibers was used for the fan wheel and an injection molding machine KM 350-2000 AX from KraussMaffei was used. MESOS was given the four parameters mold temperature, holding pressure, injection time and cooling time for calculation and these were varied in two stages each. In addition, a central point was selected for the parameters. Using this 24-1 plan, fan wheels were then produced and measured after cooling with regard to the tolerances. The measurement of the components usually takes the most time, because very precise and careful work is required here. Because if the dimensions of the samples are not correct, even MESOS cannot determine an ideal process point. In the case of the PVS fan wheels, however, a setting was found with a mold temperature of 85 °C, an injection time of 4 s, a cooling time of 40 s and a holding pressure of 300 bar, at which the scatter of the dimensions was lowest. It was also found that mold temperature and cooling time exert the greatest influences on the dimensions and thus the quality of the fan wheels. Naturally, the company now wanted to improve the cooling time in order to achieve the shortest possible cycle time while maintaining the same high quality. To achieve this, MESOS proposed reducing the cooling time to 35 s and the injection time to 2.2 s, but increasing the holding pressure to 500 bar. These settings delivered almost equivalent fan wheels in terms of quality while reducing the cycle time by 6.8 s. With MESOS, the process could thus be optimized within one day. Practical trials would have taken several days and produced hundreds of kilograms of scrap. MESOS thus also contributes directly to increasing efficiency and conserving resources in injection molding operations.